Pri stvaranju cjevovoda ili potpornih konstrukcija često je potrebno organizirati rotacijske dijelove bez smanjenja kvalitete ugradnje i povećanja rizika od stvaranja dionica u hitnim slučajevima. Svojstva čvrstoće segmenta pričvršćenog okovom razlikuju se lošije od svojstava monolitne cijevi. Za stvaranje zavoja koristi se tehnologija obrade cijevi koja se u industrijskim uvjetima provodi pomoću posebne opreme - automatskog savijanja cijevi.

CNC strojevi za savijanje cijevi omogućuju visoko precizno savijanje bilo koje cijevi
Sadržaj
CNC cijevni savijač: poluautomatski i automatski modeli
Numeričko upravljanje (ili CNC) počelo se postavljati na poluautomatskim ili automatskim modelima savijača cijevi relativno nedavno. Korištenjem ovih sustava savijanje cijevi postalo je preciznije i jeftinije u pogledu vremenskih resursa. CNC kompleksi se ne instaliraju na ručnim modelima alata za savijanje cijevi.
Poluautomatski stroj za savijanje cijevi s CNC-om može se nazvati najčešćom vrstom opreme (bez ručnih savijanja cijevi). Ovaj se stroj naziva poluautomatskim jer određeni dio operacija provodi softverski dio opreme, dok će ostale radnje izvršiti rukovalac stroja. Proces savijanja cijevi potpuno je automatiziran - najsloženiji posao koji zahtijeva visoku točnost i kvalitetu. No, rad stroja uključuje stalno praćenje.
Bilješka! Upotreba poluautomatskog savijanja cijevi s CNC-om opravdana je za mala poduzeća koja ne zahtijevaju vrlo visoke standarde proizvodnje i produktivnosti.
Ako prosječni pokazatelji nisu dovoljni, preporučuje se uporaba automatskih strojeva s programskim sustavom upravljanja: oni su puno funkcionalniji. Uz njihovu pomoć moguće je kreirati pojedinačni projekt za izvršavanje operacije, pomičući ga u „demo načinu“, prije nego što ga izravno izvršite.

CNC savijač cijevi omogućuje obradu cijevi s najtanjijim zidovima bez deformacija
Poluautomatski savijač cijevi s CNC-om također se uspješno koristi kada je potrebno saviti cijevi s tankim zidovima: međutim, za to bi trebali odabrati modele opremljene vreteno (poseban stabilizacijski element u obliku metalne opruge, ponekad obložen poliuretanskim). Abyssal strojevi čine dovoljno loše da eliminiraju nabora tankoslojne cijevi koja nastaje kao posljedica savijanja. Također, strojevi bez korijena imaju vjerojatnost ovalnosti cijevi s tankim zidom tijekom savijanja. Moguća je i određena ovalnost kad se koristi zavojnica cijevi za ogradu, no odstupanje od norme doseći će tek nekoliko posto, što je sigurno za daljnji rad.
CNC stroj za savijanje cijevi: koje su prednosti?
Moderne automatske i poluautomatske jedinice, koje kontrolira softver, imaju najznačajniju prednost u odnosu na zastarjele modele - ovo je tvrdnja o točnosti savijanja i do desetina stupnja. Potrebna točnost određuje se ne "očima", već se prikazuje na posebnoj ugrađenoj konzoli sa senzorom.Posljednjih godina na tržištu su se pojavili napredni modeli u kojima softverski senzor ne samo da može postaviti kut savijanja, već i prikazati podatke o elastičnosti metala s kojima se izvodi rad.
Važno! To ne znači da mogućnost savijanja cijevi sa sustavom za određivanje parametara opruge metala ima posebnu vrijednost u uvjetima korištenja domaćih cijevi. Prikazivanje podataka o elastičnosti, regionalne karakteristike proizvodnje cijevi uopće se ne uzimaju u obzir.

Računalni uređaji opremljeni su zaslonom koji prikazuje zadane parametre, tehničke podatke obrađenih komada i ostale važne podatke
Kada govorimo o numerički upravljanim savijačima cijevi bez dna, ne može se ne spomenuti njihova lakoća. Ovi strojevi su prilično pokretni, njihova težina rijetko prelazi 250 kg. Također, oprema za savijanje cijevi bez dna često je opremljena gumenim kotačima, što omogućava kretanje stroja oko radionice. Dorn oprema su u pravilu teški stacionarni strojevi.
Tehnike rada s opremom za savijanje cijevi
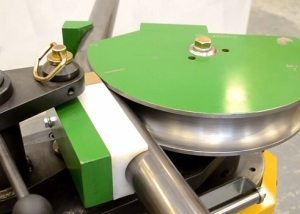
Postupak savijanja cijevi na strojevima s numeričkim upravljačkim sustavom može se provesti nekoliko metoda. Često postoje instalacije na kojima se posao obavlja navijanjem. U pravilu je takva oprema opremljena mandrelima. Postupak savijanja je jednostavan: cijev je čvrsto pritisnuta na savijajući valjak, koji ga rotacijom „omota“ oko sebe. Navijanje se događa dok se ne postigne željeni kut savijanja.
CNC cijevni savijač cijevi djeluje na sustavu probijanja cijevi. Proizvod je montiran između dva valjka: jedan od njih je pokrenut, drugi je nepomičan. Kad je uređaj uključen, probijajući valjak počinje se kretati oko stacionarnog, uslijed čega se cijev pritisne bliže. Zahvaljujući tome, proizvod dobija određeni oblik, definiran polumjerom nepomičnog valjka. Na savijačima cijevi bez dna, radovi se obično izvode s inčnim cijevima za vodu i plin, kao i građevinskim profilima koji imaju prilično debele zidove.

Bezivni cijevni savijač koristi se za obradu cijevi s debelim zidovima
Savijanje se također može provesti valjanjem ili istiskivanjem. U prvom slučaju, dizajn ima izgled samostrela. U drugom slučaju govorimo o savijačima cijevi opremljenim s tri valjka, od kojih su dva smještena na istoj liniji.
Potrebna vrsta opreme, poluautomatski ili automatski savijač cijevi, odabire se ovisno o potrebama određenog poduzeća. Isti faktor utječe i na izbor stroja za ogradu ili korijenje. Na ovaj ili onaj način, sustav upravljanja programom učinio je upotrebu bilo koje opreme ugodnijom i bržom.