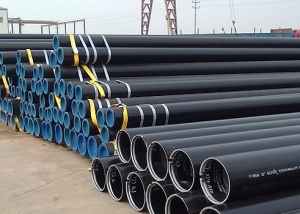
Les tubes en acier soudés représentent plus de la moitié du volume total de produits similaires fabriqués à partir de ce métal. La réduction de leur production n'est pas observée, malgré la distribution massive de matériaux polymériques. La raison réside dans la forte demande de nombreux secteurs de l'économie intéressés par des produits à haute résistance, notamment en acier inoxydable.

Les caractéristiques techniques des tuyaux fabriqués par la méthode soudée varient en fonction du type d'acier utilisé et de la méthode de soudage
Contenu
De quels matériaux sont fabriqués les tuyaux en acier soudé?
Le matériau des tubes en acier est soit des feuilles dont l'épaisseur ne dépasse pas 50 mm, soit un ruban en rouleaux. Pour la fabrication de tubes soudés électriquement, on a recours à différentes nuances d'acier, pour la plupart:
- carbone. Les alliages de carbone contiennent jusqu'à 2% de carbone avec une faible teneur en autres impuretés. Les tuyaux soudés en nuances d'acier au carbone se caractérisent par leur résistance, leur dureté et leur coût relativement faible. L'augmentation de la teneur en carbone se fait sentir dans une faible résistance à la chaleur et une tendance à l'usure accélérée;
- faiblement allié. Un tuyau en acier électro-soudé fait de ces matériaux contient des impuretés spéciales en quantité ne dépassant pas 2,5% du volume total.
La présence de certains additifs définit les propriétés de l'acier, par exemple l'ajout de:
- le chrome pour le mieux affectera la dureté;
- carbone - sur la résistance, cependant, l'élasticité diminuera et la fragilité augmentera pendant le fonctionnement à des températures plus basses;
- nickel - sur la résistance, la ductilité et la capacité à calciner;
- manganèse - sur la dureté et la résistance à l'usure, mais en même temps la plasticité en souffrira;
- niobium - sur la résistance aux environnements acides;
- aluminium - sur la résistance à la chaleur et la résistance de l'échelle.

Pour la fabrication de tubes soudés, des bandes d'acier sont utilisées, qui peuvent avoir différents additifs - chrome, aluminium, manganèse et autres
Les aciers alliés se caractérisent par une résistance accrue, une résistance à la corrosion et aux chocs, une résistance à l'usure en général, moins de poids, ce qui rachète un coût plus élevé par rapport au carbone.
Pour la fabrication de tuyaux en acier inoxydable, l'utilisation de tôles d'acier comme matériau de départ est acceptée:
- laminé à froid, 0,4-5 mm d'épaisseur;
- laminé à chaud, 2-50 mm d'épaisseur.
Les produits soudés en acier inoxydable sont faits de matériaux qui:
- résistant à la corrosion;
- relativement facile;
- simple dans le traitement;
- esthétiquement attrayant.
Quelques particularités de la fabrication de tubes soudés
Les tuyaux soudés sont fabriqués:
- couture droite. La tôle d'acier (ruban) est pliée, soudant les bords ensemble. La couture (et avec un grand diamètre du tuyau, lorsqu'une feuille manque - deux coutures) s'étend sur toute la longueur;
- hélicoïdal. En tôle d'acier laminée, des tuyaux d'un diamètre allant jusqu'à 2520 mm et avec un rapport diamètre / épaisseur de paroi supérieur à 100 sont obtenus.

Si la bande est pliée en spirale, le résultat est un tube en spirale, qui se caractérise par une résistance plus élevée que la longueur
Les avantages des produits en spirale comprennent:
- moins de complexité de l'équipement utilisé;
- obstruction de la forme du joint à la propagation des fissures principales longitudinales.
Remarque! La grande longueur du joint en spirale entraîne une augmentation des coûts de soudage.
Pour la fabrication de tubes en acier, trois méthodes de soudage sont utilisées:
- Le fourneau. La bande d'acier est chauffée dans un four tunnel à 1300º C. Lors du soufflage des bords latéraux à la sortie, ils sont chauffés à 1400º C, éliminant le tartre. Dans une usine de formage et de soudage, une billette chaude doit être convertie en un tube déformé à chaud.
- Les appareils électriques sont les plus courants, dont ils utilisent souvent un arc submergé. C'est le soudage électrique qui crée des produits à paroi mince déformés à froid de haute qualité pour les canalisations de tronc.
- Dans une atmosphère protectrice créée par un gaz inerte. Les produits déformés à froid des aciers inoxydables et fortement alliés sont soudés avec des électrodes en tungstène dans un environnement qui exclut le contact avec l'air atmosphérique pour éviter la carburation.
Comment obtenir des tuyaux soudés électriques
En tant que matériau pour les produits de petit et moyen diamètre, utilisez de la tôle ou des bandes. En joignant et en redressant la pièce, ils obtiennent une bande d'une certaine largeur, qui fait l'objet d'une attention particulière pour assurer une convergence précise des bords à l'avenir.

Différents types de soudage sont utilisés pour relier les bords de la tôle.
En tant que matériau pour les produits de petit et moyen diamètre, utilisez de la tôle ou des bandes. En joignant et en redressant la pièce, ils obtiennent une bande d'une certaine largeur, qui fait l'objet d'une attention particulière pour assurer une convergence précise des bords à l'avenir.
- La pièce est formée sur un broyeur continu multi-brins utilisant des rouleaux horizontaux et verticaux.
- Le soudage HDTV, effectué à une vitesse pouvant atteindre 2,5 m / s, crée une couture, pour améliorer la qualité de l'élimination des bavures.
- Après l'étalonnage, le produit se révèle être un support à quatre rouleaux régulier, où l'ovalité est supprimée en même temps.
Fente volatile et dispositifs explosifs de produits attachés longueur mesurée ou multiple mesurée.
Pour la fabrication de tubes de grand diamètre roulant sur des tôles d'acier alimentées par une grue à la ligne de convoyage, des bandes technologiques sont soudées pour assurer un chauffage progressif de la machine de soudage. La séquence de traitement est la suivante:
- les bords sont fraisés;
- sur le broyeur à cintrer les bords, les bords sont pliés à l'angle souhaité;
- les moitiés de la pièce sont traitées sur une presse de formage de tuyaux, dont la section transversale est transformée d'une hexagonale à une cylindrique;
- le soudage commence par la création d'une couture technologique, puis le futur produit est soudé de l'intérieur et de l'extérieur. Coupant les barres technologiques, ils effectuent le meulage et le dressage, s'il y a un besoin;
- après avoir passé le contrôle, ce qui implique l'envoi obligatoire pour des tests en laboratoire de plusieurs échantillons de chaque lot, ils procèdent à l'expansion, garantissant une précision ronde;
- les bords sont usinés;
- après avoir passé le contrôle de la qualité, le chanfreinage et l'acceptation, un traitement anti-corrosion peut être effectué, de l'intérieur et de l'extérieur.

Si nécessaire, les extrémités des tuyaux finis sont traitées et les biseaux sont formés
Un tuyau inoxydable peut être réalisé:
- miroir;
- mat;
- brillant.
Comment obtenir un tuyau aiguisé en acier inoxydable
Souvent, des exigences particulières sont imposées à la surface des tuyaux en acier. Grâce au traitement abrasif avec un outil spécial, une surface, une pièce ou un élément aiguisé gagne en qualité, en douceur et en microrelief supérieur. À l'aide d'un meule avec des barres abrasives spéciales, dont le mouvement est simultanément rotatif et alternatif, les surfaces cylindriques sont généralement traitées.
Sur une note! Processus de rodage, par exemple, des joints soudés de pipelines pour améliorer leurs qualités esthétiques.
Ce processus peut être:
- vibrant. La tête de l'outil reçoit une vibration supplémentaire;
- haut plat. Vous permet d'éliminer les bosses sur la surface, en alignant les tubercules et les bosses;
- sec. Il est fabriqué sans utiliser de fluide de coupe;
- électrochimique. L'action mécanique est associée à l'électrochimie.

Le honing est un type de traitement qui permet d'éliminer les irrégularités de surface et d'améliorer la qualité des tuyaux dans leur ensemble
Pour le rodage d'outils multi-barres avec cinq à huit éléments de coupe, un système de coulissement central équipé d'un entraînement hydraulique ou électromécanique est utilisé pour leur installation. Pour que la barre s'auto-affile, c'est-à-dire pour que des micro-éclats de grains abrasifs se produisent, elle est faite d'un matériau ultra-dur, de diamant ou d'elbor.
L'impact de l'outil entraîne l'apparition de micro-coupures sur la surface traitée, l'élimination de la couche de copeaux la plus fine, le frottement et le déplacement plastique. Sur un millimètre carré de barre, il peut y avoir de vingt à quatre cents grains d'une taille de 20 à 100 microns. Un traitement primaire long à une vitesse pouvant atteindre 4 microns / s élimine les erreurs grossières. Dans le mode de frottement limite, la vitesse de traitement augmente, et la fréquence d'oscillation des éléments de coupe et la pression produite diminuent. En mode de frottement limite, vous pouvez réaliser:
- une plus grande douceur;
- paramètres de microrelief spécifiés;
- augmenter la résistance de la surface traitée.
Le rodage peut se faire seul. Il est préférable d'utiliser un hon flexible, semblable à une brosse, qui lave les bouteilles. Aiguiser, s'approvisionner:
- une perceuse;
- liquide de rodage (ou kérosène);
- lunettes de protection;
- chiffons.
La surface du tuyau est traitée par des mouvements de haut en bas.
C'est important de savoir! L'exactitude du traitement est vérifiée par le motif qui apparaît à la surface de la pièce. S'il est uniforme, avec la disposition des lignes entre elles à un angle de 60 °, le rodage est réussi.
La pierre est retirée après l'arrêt complet du foret et le chanfrein est soigneusement retiré. L'élément traité, éliminant les traces d'usure abrasive, est lavé à l'eau savonneuse, séché et, si nécessaire, un traitement anti-corrosion est effectué à l'aide d'une huile spéciale.
Le besoin de tuyaux en acier soudés demeure dans de nombreux secteurs de l'économie. Actuellement, ils servent à la pose de pipelines à diverses fins, agissent comme éléments d'agrégats et de machines et sont utilisés comme cadres dans les structures de bâtiments. Les produits en acier inoxydable sont particulièrement demandés, utilisés à la fois dans la production industrielle et dans les projets de conception. L'une des opérations pouvant améliorer les caractéristiques des tuyaux en acier soudés est le rodage, qui peut également être effectué seul.