Podczas tworzenia rurociągów lub konstrukcji wsporczych często konieczne jest organizowanie części obrotowych bez obniżania jakości instalacji i zwiększania ryzyka tworzenia odcinków awaryjnych. Właściwości wytrzymałościowe segmentu mocowanego za pomocą łączników będą się gorsze od właściwości rury monolitycznej. Do tworzenia zakrętów stosuje się technologię obróbki rur, która w warunkach przemysłowych odbywa się za pomocą specjalnego sprzętu - automatycznych giętarek do rur.

Giętarki CNC zapewniają precyzyjne gięcie dowolnej rury
Zadowolony
Giętarka do rur CNC: modele półautomatyczne i automatyczne
Sterowanie numeryczne (lub CNC) zaczęło być instalowane w półautomatycznych lub automatycznych modelach giętarek do rur stosunkowo niedawno. Dzięki tym systemom gięcie rur stało się bardziej dokładne i tańsze pod względem zasobów czasowych. Kompleksy CNC nie są instalowane w ręcznych modelach narzędzi do gięcia rur.
Półautomatyczna giętarka do rur z CNC może być nazywana najczęściej spotykanym rodzajem sprzętu (nie obejmuje ręcznych giętarek do rur). Ta maszyna jest nazywana półautomatyczną, ponieważ pewna część operacji jest wykonywana przez część oprogramowania urządzenia, podczas gdy pozostałe czynności będą wykonywane przez operatora maszyny. Proces gięcia rur jest w pełni zautomatyzowany - najbardziej złożona praca wymagająca wysokiej dokładności i jakości. Ale praca maszyny wymaga ciągłego monitorowania.
Uwaga! Zastosowanie półautomatycznej giętarki do rur CNC jest uzasadnione dla małych przedsiębiorstw, które nie wymagają bardzo wysokich standardów produkcji i wydajności.
Jeśli średnie wskaźniki nie są wystarczające, zalecane jest użycie automatów z systemem kontroli programu: są one znacznie bardziej funkcjonalne. Za ich pomocą można stworzyć indywidualny projekt do wykonania operacji, przewijając go w „trybie demonstracyjnym” przed bezpośrednim uruchomieniem.

Giętarka do rur CNC umożliwia obróbkę rur o najcieńszych ścianach bez deformacji
Półautomatyczna giętarka do rur CNC jest również z powodzeniem stosowana, gdy konieczne jest gięcie rur cienkościennych: należy jednak do tego wybrać modele wyposażone w trzpień (specjalny element stabilizujący w postaci metalowej sprężyny, czasami powlekany poliuretanem). Maszyny bezdenne wykonują raczej słabą robotę, eliminując pofałdowanie cienkościennej rury w wyniku zginania. Ponadto maszyny bezkorzeniowe mają prawdopodobieństwo owalności cienkościennej rury podczas gięcia. Pewna owalność jest również możliwa przy użyciu giętarki do rur trzpieniowych, jednak odchylenie od normy osiągnie zaledwie kilka procent, co jest bezpieczne do dalszej pracy.
Giętarka do rur CNC: jakie są zalety?
Nowoczesne jednostki automatyczne i półautomatyczne, które są kontrolowane przez oprogramowanie, mają największą przewagę nad przestarzałymi modelami - taka jest dokładność gięcia, nawet do dziesiątych stopnia. Wymagana dokładność jest określana nie „okiem”, ale wyświetlana na specjalnej wbudowanej konsoli z czujnikiem.W ostatnich latach na rynku pojawiły się zaawansowane modele, w których czujnik programowy jest w stanie nie tylko ustawić kąt gięcia, ale także wyświetlać dane dotyczące elastyczności metali, z którymi wykonywana jest praca.
Ważny! Nie oznacza to, że możliwość giętarki do rur z systemem do określania parametrów sprężynujących metali ma szczególną wartość w warunkach stosowania rur domowych. Podczas wyświetlania danych dotyczących elastyczności regionalne cechy produkcji rur nie są w ogóle brane pod uwagę.

Urządzenia komputerowe są wyposażone w wyświetlacze, które wyświetlają określone parametry, dane techniczne obrabianych przedmiotów i inne ważne informacje
Mówiąc o sterowanych numerycznie giętarkach do rur, nie można nie wspomnieć o ich lekkości. Maszyny te są dość mobilne, ich waga rzadko przekracza 250 kg. Ponadto beznażowe urządzenie do gięcia rur jest często wyposażone w gumowe koła, co umożliwia przenoszenie maszyny po warsztacie. Sprzęt Dorn to z reguły ciężkie maszyny stacjonarne.
Techniki pracy ze sprzętem do gięcia rur
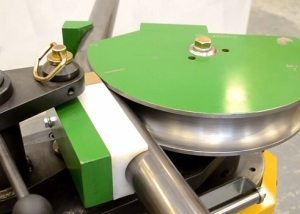
Proces gięcia rur na maszynach z numerycznym systemem sterowania można przeprowadzić kilkoma metodami. Często są instalacje, na których prace są wykonywane przez uzwojenie. Z reguły taki sprzęt jest wyposażony w trzpienie. Proces gięcia jest prosty: rura jest mocno dociskana do rolki gnącej, która poprzez obrót „otacza” ją wokół siebie. Uzwojenie występuje do momentu osiągnięcia pożądanego kąta gięcia.
CNC bezrdzeniowa giętarka do rur zwykle działa w systemie docierania rur. Produkt jest montowany między dwoma rolkami: jedna z nich jest docierana, druga nieruchoma. Gdy urządzenie jest włączone, rolka docierająca zaczyna się poruszać wokół stacjonarnego, w wyniku czego rura jest dociskana bliżej niej. Dzięki temu produkt otrzymuje określony kształt, określony przez promień nieruchomego walca. Na giętarkach rur bez dna zwykle wykonuje się rury calowe z wodą i gazem, a także profile konstrukcyjne o dość grubych ścianach.

Bezdenna giętarka do rur stosowana do obróbki rur o grubych ścianach
Gięcie można również wykonać przez walcowanie lub wytłaczanie. W pierwszym przypadku projekt ma wygląd kuszy. W drugim przypadku mówimy o giętarkach do rur wyposażonych w trzy rolki, z których dwa są umieszczone na tej samej linii.
Niezbędny rodzaj sprzętu, półautomatyczna lub automatyczna giętarka do rur, dobierana jest w zależności od potrzeb konkretnego przedsiębiorstwa. Ten sam czynnik wpływa również na wybór maszyny z trzpieniem lub bez rootowania. Tak czy inaczej, system kontroli programu sprawił, że korzystanie z dowolnego sprzętu jest wygodniejsze i szybsze.